人生就是搏!新机电设备有限公司")
清空记录
历史记录
取消
清空记录
历史记录

人生就是搏!新机电设备有限公司")



 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~· 稳定成熟,实战10年,持续迭代,近百家大、中、小型组件客户在用,超过10项实用新型专利;
· 兼容性广,一机多用,兼容IBC 与常规电池片适用于125mm、156mm、158mm、166mm、182mm、210mm 等片源的切割片, 且宽度小至27mm;
· 焊接灵活,可以任意选栅线,栅线也可以自由组合,2BB 、3BB 、4BB 、5BB 、6BB 、9BB 、10BB 、11BB 、12BB 、13BB~20BB 中选择任意栅线数虽及组合;
· 双拉带机械手、结果式焊带定位:高强度机械手确保精度好使用寿命长、导板在电池片下方的新型定位方式;
· 焊接采用刹车伺服机构(精度高)而不使用气缸驱动;
· 电池片取、放用的真空,是机台自带450W真空泵,不用真空发生器(正气压取负压节)能不浪费压缩空气;
· 紧凑拼式设计(使用方便还节省空间),进口浮马脚轮,上楼不用吊装,还方便日后移机移位;
· 转塔式四料盒供片,上料方便安全、多用途组合、容量1200片;
· 外观漂亮不失经久耐用的理念,机台用不锈钢搭配好的金属材质;
· 助焊剂处理装置:上好助焊剂的焊带有处理装罡,避免焊带经过机台时助焊剂腐蚀机台。
基本规格:
操作说明:
●准备工作
1、将电池片放入电池片供片盒内, 一共有四个盒,可以根据需要放入同一尺寸规格,宽度相同但形状不同的电池片;
2、将焊带圈放在放带供料轴上并固定;
3、将储电池串的夹具板放在出料盘上;
4、 将电源打开,开启机台内照明;
5、 留意机台信息,助焊剂液位是否有报缺少报警、气压是否达到要求、轨道温度、各焊灯的工作数量等;
6、按照要求手动牵引焊带经过整形装置、助焊剂精密自动吸附装置、压紧装置、折弯剪切装置等;
7、手动操作单次剪切,减去焊带头起始不良部分;
8、检查各机械手,排除机台无其它障碍物,关上并启用拉带机械手的安全门。
●自动工作
1、将电池片放入电池片供料盒内, 一共有四个料盒(如果是双排焊接每个料盒可以分成二个),可以根据需要放入尺寸和宽度都完全相同规格的电池 片。也可以放入尺寸和宽度都完全相同规格,只是缺角方向有二片不同的切片电池片(根据组件组合的要求来决定对称料盒内放入缺角电池片的方向)。
2、将焊带放置到供料轴上,并按照要求手动牵引焊带经过助焊剂浸泡槽,整形装置,压紧装置,剪切装置等。
3、焊带安装到位以后,手动操作剪切两三次焊带,以减去焊带起始不良部分,确保焊带正常。
4、按下启动键后,焊带夹爪前去拉取焊带,焊带经过剪断之后,被拉到设定头带位置。⑤~⑨动作也与④同时进行。
5、电池片供料盒下方的升降装置上升,供料盒内电池片上升到设定位置。
6、取片汽缸下降,吸取电池片,感应到吸取成功以后,供料盒下方升降电机下降,分片风刀动作,使电池片顺利分离。
7、取片轴动作将电池片移动至定位平台上方,取片气缸下降将电池片放置到定位平台上。
8、定位平台X,Y 轴气缸动作,将电池片进行定位。
9、放片气缸下降,将电池片吸取起来,并随取片轴移动将电池片放置到焊接的传送皮带上。
10、 传送皮带将每次运行一定距离,最终将电池片运送至焊接位置。
11、 当电池片压住开始拉到设定头带位置的焊带时,焊带夹爪松开,焊带夹爪前去第二次拉取焊带,焊带经过剪断之后,被拉到设定中间带位置。第二 次焊带放置在第一片电池片上。(IBC,正负极焊带交替后,电池片在上面)重复⑤~①的动作直至电池片压住开始拉到设定中间带位置的焊带。
12、 焊带夹爪松开,后退同时传送皮带动作,灯具下降到焊接高度,开始焊接。
13、 焊接完成后,灯具抬起,传送皮带将电池片向后传送一个位置,等待下一个电池片的到来。
14、 重复以上的全部的动作,直到尾片跟尾带完成,整串电池片焊接也就完成。
15、 焊接完成的电池串被搬送机构搬送到电池串取串位置,取料平衡杆气缸下降,吸住电池片后上升,旋转电机旋转将电池串翻面。
16、 水平移动气缸向后动作,使电池出料平衡杆移动到取料平衡杆的上方,出料气缸下降,使出料平衡杆上的吸盘吸住电池串,此时取料平衡杆上的真 空电阀动作,释放电池串。出料气缸上升到设定位置。
17、 水平移动气缸向前动作,使出料平衡杆移动到收料盘上方,出料气缸下降,将电池串放置到收料盘内,至此一个工作循环结束。
焊接产品:
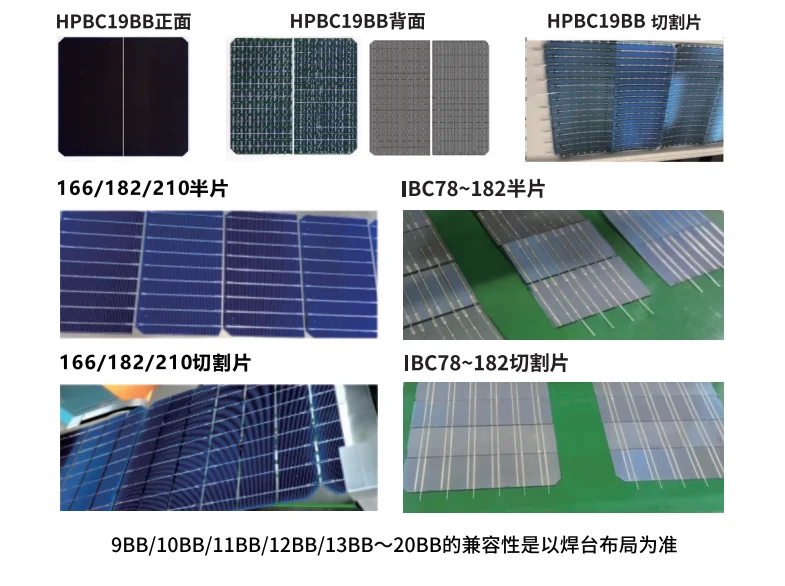
焊接场景:
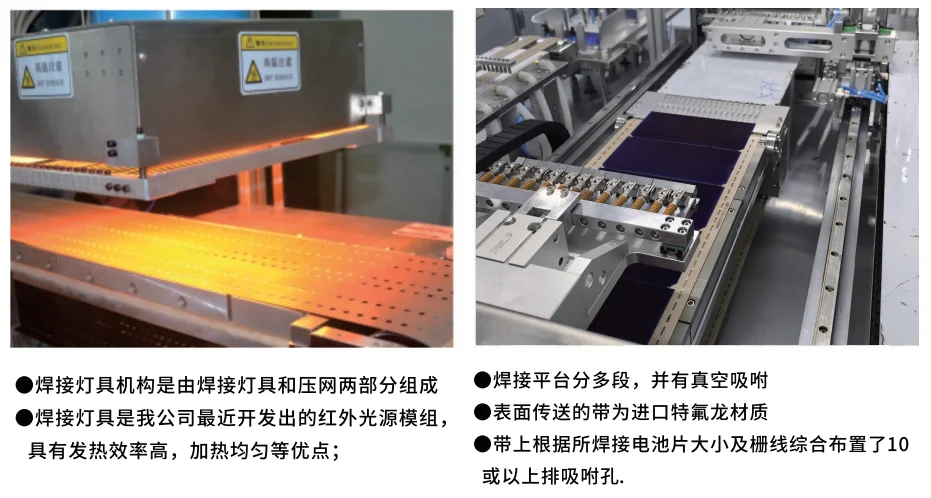

· 稳定成熟,实战10年,持续迭代,近百家大、中、小型组件客户在用,超过10项实用新型专利;
· 兼容性广,一机多用,兼容IBC 与常规电池片适用于125mm、156mm、158mm、166mm、182mm、210mm 等片源的切割片, 且宽度小至27mm;
· 焊接灵活,可以任意选栅线,栅线也可以自由组合,2BB 、3BB 、4BB 、5BB 、6BB 、9BB 、10BB 、11BB 、12BB 、13BB~20BB 中选择任意栅线数虽及组合;
· 双拉带机械手、结果式焊带定位:高强度机械手确保精度好使用寿命长、导板在电池片下方的新型定位方式;
· 焊接采用刹车伺服机构(精度高)而不使用气缸驱动;
· 电池片取、放用的真空,是机台自带450W真空泵,不用真空发生器(正气压取负压节)能不浪费压缩空气;
· 紧凑拼式设计(使用方便还节省空间),进口浮马脚轮,上楼不用吊装,还方便日后移机移位;
· 转塔式四料盒供片,上料方便安全、多用途组合、容量1200片;
· 外观漂亮不失经久耐用的理念,机台用不锈钢搭配好的金属材质;
· 助焊剂处理装置:上好助焊剂的焊带有处理装罡,避免焊带经过机台时助焊剂腐蚀机台。
基本规格:
操作说明:
●准备工作
1、将电池片放入电池片供片盒内, 一共有四个盒,可以根据需要放入同一尺寸规格,宽度相同但形状不同的电池片;
2、将焊带圈放在放带供料轴上并固定;
3、将储电池串的夹具板放在出料盘上;
4、 将电源打开,开启机台内照明;
5、 留意机台信息,助焊剂液位是否有报缺少报警、气压是否达到要求、轨道温度、各焊灯的工作数量等;
6、按照要求手动牵引焊带经过整形装置、助焊剂精密自动吸附装置、压紧装置、折弯剪切装置等;
7、手动操作单次剪切,减去焊带头起始不良部分;
8、检查各机械手,排除机台无其它障碍物,关上并启用拉带机械手的安全门。
●自动工作
1、将电池片放入电池片供料盒内, 一共有四个料盒(如果是双排焊接每个料盒可以分成二个),可以根据需要放入尺寸和宽度都完全相同规格的电池 片。也可以放入尺寸和宽度都完全相同规格,只是缺角方向有二片不同的切片电池片(根据组件组合的要求来决定对称料盒内放入缺角电池片的方向)。
2、将焊带放置到供料轴上,并按照要求手动牵引焊带经过助焊剂浸泡槽,整形装置,压紧装置,剪切装置等。
3、焊带安装到位以后,手动操作剪切两三次焊带,以减去焊带起始不良部分,确保焊带正常。
4、按下启动键后,焊带夹爪前去拉取焊带,焊带经过剪断之后,被拉到设定头带位置。⑤~⑨动作也与④同时进行。
5、电池片供料盒下方的升降装置上升,供料盒内电池片上升到设定位置。
6、取片汽缸下降,吸取电池片,感应到吸取成功以后,供料盒下方升降电机下降,分片风刀动作,使电池片顺利分离。
7、取片轴动作将电池片移动至定位平台上方,取片气缸下降将电池片放置到定位平台上。
8、定位平台X,Y 轴气缸动作,将电池片进行定位。
9、放片气缸下降,将电池片吸取起来,并随取片轴移动将电池片放置到焊接的传送皮带上。
10、 传送皮带将每次运行一定距离,最终将电池片运送至焊接位置。
11、 当电池片压住开始拉到设定头带位置的焊带时,焊带夹爪松开,焊带夹爪前去第二次拉取焊带,焊带经过剪断之后,被拉到设定中间带位置。第二 次焊带放置在第一片电池片上。(IBC,正负极焊带交替后,电池片在上面)重复⑤~①的动作直至电池片压住开始拉到设定中间带位置的焊带。
12、 焊带夹爪松开,后退同时传送皮带动作,灯具下降到焊接高度,开始焊接。
13、 焊接完成后,灯具抬起,传送皮带将电池片向后传送一个位置,等待下一个电池片的到来。
14、 重复以上的全部的动作,直到尾片跟尾带完成,整串电池片焊接也就完成。
15、 焊接完成的电池串被搬送机构搬送到电池串取串位置,取料平衡杆气缸下降,吸住电池片后上升,旋转电机旋转将电池串翻面。
16、 水平移动气缸向后动作,使电池出料平衡杆移动到取料平衡杆的上方,出料气缸下降,使出料平衡杆上的吸盘吸住电池串,此时取料平衡杆上的真 空电阀动作,释放电池串。出料气缸上升到设定位置。
17、 水平移动气缸向前动作,使出料平衡杆移动到收料盘上方,出料气缸下降,将电池串放置到收料盘内,至此一个工作循环结束。
焊接产品:
焊接场景:

可按客户要求定制,品质可靠,服务保证







公众号
品牌认证
1021天
已认证
品牌认证
1021天
已认证
